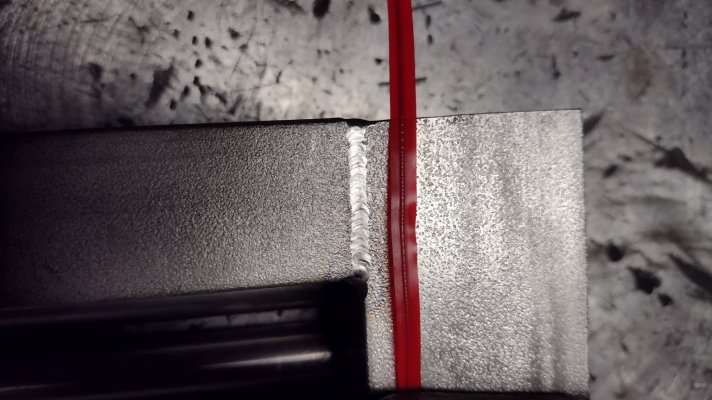
This short video, is the proper way to do a patch panel. Be it a small repair, or a large one, the basics are the same. It is critical to keep the heat to a minimum.https://www.facebook.com/reel/1376064526530855?s=yWDuG2&fs=e&mibextid=Nif5oz


A small patch panel
- Thread starter kennythewelder
- Start date
Disclaimer: Links on this page pointing to Amazon, eBay and other sites may include affiliate code. If you click them and make a purchase, we may earn a small commission.

Similar threads
Latest posts
-
1998 GMC c1500 sierra missing front and rear sway bar
- Latest: GMCGerbil247
-

-

-

-
Staff online
-
 df2x44L60E Destroyer
df2x44L60E Destroyer